Deciphering the Alchemy: Enigmatic Functions of an Oil Sludge Pyrolysis Plant
In the complex world of industrial processes, the term function takes on a multifaceted role. It’s not merely an abstract concept but a fundamental aspect that underpins the operation of various machinery and systems. When it comes to an oil sludge pyrolysis plant, understanding the intricacies of function is paramount for achieving optimal results. Let’s delve into the depths of function in this specialized context.
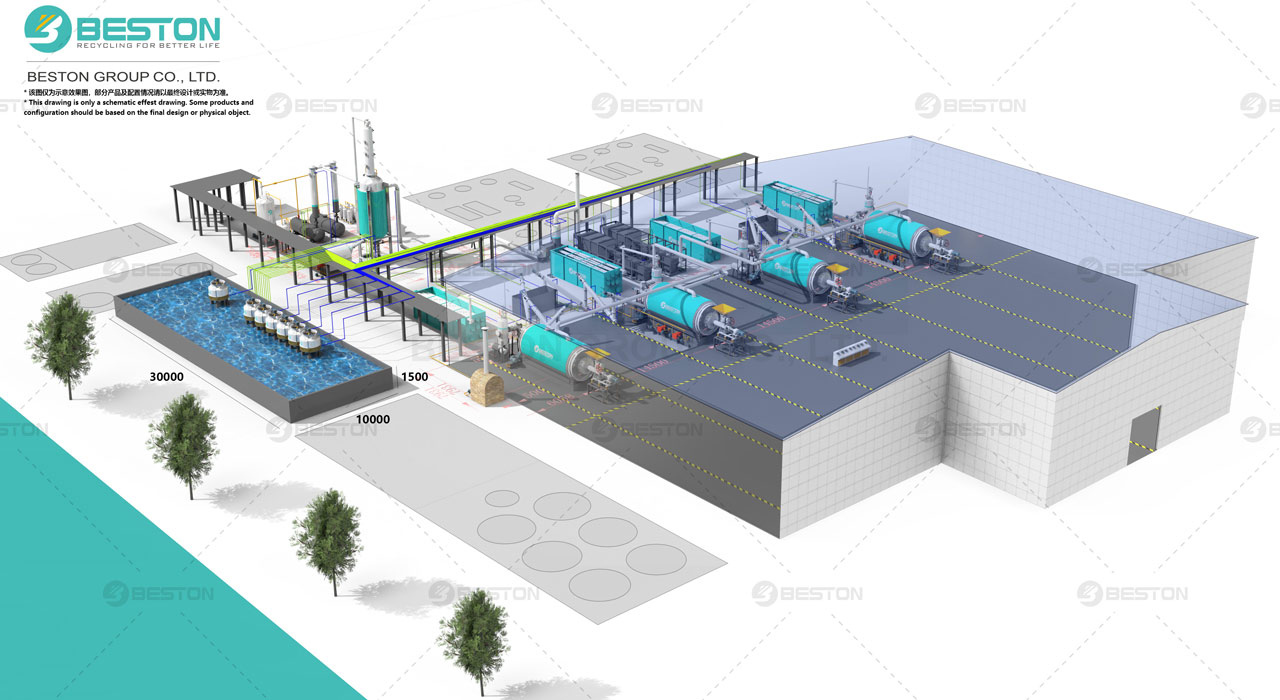
Pyrolysis Reactor: The Core of Functionality
At the heart of any oil sludge pyrolysis plant lies the pyrolysis reactor. This critical component functions as the primary vessel where the magic of pyrolysis occurs. The function of the pyrolysis reactor can be broken down into several key aspects:
Heat Transfer
The reactor’s function is to facilitate the efficient transfer of heat to the oil sludge feedstock. This heat induces a thermochemical reaction that breaks down the complex hydrocarbons in the sludge into simpler compounds, including valuable products like oil and gas.
Temperature Control
Precise temperature control is essential for achieving the desired pyrolysis outcomes. The reactor must function with accuracy to maintain the optimal temperature range for the pyrolysis process, which typically falls between 300°C to 700°C.
Pressure Management
Functionality extends to pressure management within the reactor. The ability to maintain specific pressure conditions ensures the stability and safety of the pyrolysis process, preventing unwanted reactions or equipment failures.
Functionality of Feedstock Handling
Another crucial aspect of an oil sludge pyrolysis plant’s function is the handling of the oil sludge feedstock itself. This involves several intricate functions:
Feedstock Conveyance
The plant must efficiently transport the oil sludge from the storage area to the pyrolysis reactor. Conveyor systems play a significant role in ensuring a smooth and continuous feedstock supply.
Feedstock Preparation
Prior to entering pyrolysis plant, the oil sludge may undergo pre-treatment processes. These functions can include heating to reduce viscosity, removing impurities, and achieving the desired moisture content for optimal pyrolysis.
Gas and Oil Recovery Functions
The ultimate goal of an oil sludge pyrolysis plant is to recover valuable products from the feedstock. This involves intricate functions related to gas and oil recovery:
Gas Collection
Functionality extends to the efficient collection of gases generated during the pyrolysis process. These gases, which can include methane, ethylene, and other hydrocarbons, can be captured and utilized as an energy source or further processed.
Oil Separation
The plant must function effectively in separating the pyrolysis oil from other byproducts and impurities. This separation process is crucial for obtaining high-quality oil with commercial value.
Environmental Functions: Emission Control
In today’s environmentally conscious world, an oil sludge pyrolysis plant must incorporate functions related to emission control:
Gas Scrubbing
The continuous pyrolysis plant should function with gas scrubbing systems to remove harmful pollutants and particulate matter from the exhaust gases. This function ensures compliance with environmental regulations and minimizes the plant’s impact on air quality.

Safety Functions
Functionality in an oil sludge pyrolysis plant extends to safety measures that protect both equipment and personnel:
Emergency Shutdown Systems
These critical functions allow for the rapid shutdown of the plant in case of unforeseen emergencies, ensuring the safety of the operation and personnel.
Pressure Relief
Functionality in pressure relief systems prevents over-pressurization of equipment, mitigating the risk of accidents and equipment damage.
Automation and Control Functions
Modern oil sludge/tyre/plastic pyrolysis plant often incorporates advanced automation and control systems:
Process Monitoring
These functions allow for real-time monitoring of key parameters such as temperature, pressure, and flow rates, ensuring the plant operates within the desired parameters.
Remote Control
Functionality extends to remote control capabilities, allowing operators to make adjustments and troubleshoot issues from a distance.